Ask an Engineer: Metal Stamping Design
Comments Off on Ask an Engineer: Metal Stamping DesignMetal forming is a complex process that can include a number of tactics — blanking, punching, bending, and piercing, to name a few.

When used effectively, these tactics allow manufacturers to produce high-quality and cost-effective metal components. However, a few factors play into this quality and efficiency, and each project varies in materials, design and complexity:
- – How do you know whether your part’s design will work for the intended application?
- – Will your material of choice withstand all the elements it needs to function?
ESI brought in our Engineering Manager, Mack Hodges, to answer some of the most frequently asked questions we receive about the metal stamping process.
Q: How do I keep costs low for a metal stamping project?
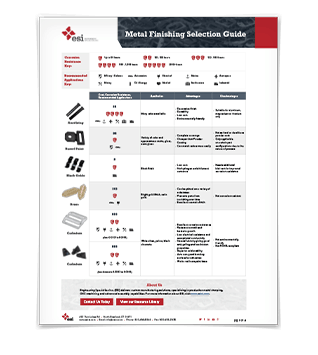
A: Optimizing the cost of your metal stamping project involves careful consideration of three main factors: material selection, dimensional tolerances, and secondary or post-production processes.
- Material
Appropriate material selection is usually the first and most effective step to lowering costs. For a given application, consider whether an alternative metal with similar properties can be used. For example, when creating components for use in corrosive environments, another, more cost-effective metal with similar corrosion resistance could be considered.
- Tolerances
Achieving tight tolerances during manufacturing can be complex due to the sensitivity of the component’s dimensions. Tight tolerances often require additional tooling maintenance and downtime which adds to the part cost. Revaluate your project and determine whether the tolerances need to be as tight as specified.
- Secondary Processes
Post-production processes – such as smoothing the edges of the stamped part – can also incur additional project costs. Vibratory deburring and edge grinding usually involve complex machinery and can be potentially expensive depending on the size of the component and its production volume. Evaluate whether less costly methods of edge smoothing, such as coining, can be used for your stamped metal parts.
Q. How long does it take to build custom tooling?
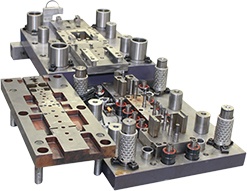
A: In general, custom tool building can range anywhere from 10 to 20 weeks. Design and construction of custom tooling typically involve several steps—from 3D CAD/CAM engineering and design, to EDM machining. These processes are highly dependent on the size and complexity of the tool design, the total number of stamping operations needed to produce the part, and the overall production volume.
Q. What are some common defects that happen during metal stamping?
A: Defects typically occur when proper procedures and best stamping practices are not followed. Some of the most common metal stamping defects are:
- Improper Edge-to-Hole Spacing and Bulges
The clearance between the edge of a hole and the edge of the part should be at least twice the material thickness.
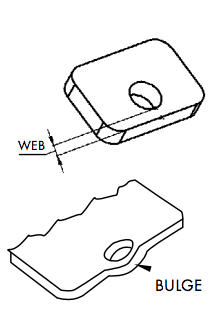
E = 2T
E = edge distance
T = part thickness
If the edge-to-hole distance is less than this recommended value, bulging at the outer edge of the material can occur.
- Deformed Holes
If a part is bent too close to a hole, this can cause the shape of the hole to distort and become deformed. For holes less than 2.5 mm (0.1 in), the distance between the outer edge of the hole and the outer edge of the bend should be at least twice the material thickness plus the bend radius:
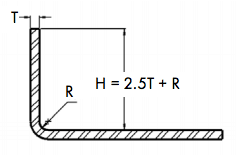
D = 2T + R
D = distance between edge of hole and bend
T = material thickness
R = bend radius
For holes greater than 2.5 mm (0.1 in), this distance should be at least 2.5 times the material thickness plus the bend radius:
D = 2.5T + R
- Burrs at Stamped Edges
When metal is cut, the downward stress caused by the weight of the material causes the metal to fracture – or “shear off” – when the cut nears the end of the metal. This results in a fracture angle known as a stamping burr.
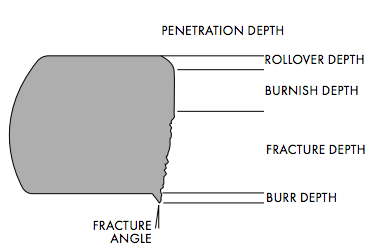
While burrs are usually not problematic, they can cause dimensional issues in applications with tight tolerances. Burrs can be addressed by secondary processes such as vibratory deburring, grinding, and coining.
- Bending Cracks
Some high-strength metals possess lower amounts of ductility and plasticity when compared to lower-strength metals such as mild steel. They are, therefore, more brittle by comparison, and are not as easily bent into shape.
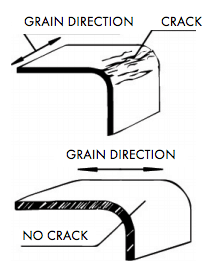
This makes some high-strength alloys prone to cracking when bent in a direction that is perpendicular to the grain direction. It is therefore essential that high-strength materials be oriented in such a way that bends are done parallel to the direction of the grain.
Q. How do I find a company with faster lead times?
A: Lead time for the production of a custom component is usually related to a company’s manufacturing capabilities and work load. The advent of newer metal stamping equipment and technologies have allowed manufacturers to produce high-quality parts at a faster rate. For example, multi-out tooling allows multiple components to be stamped simultaneously.
We hope that some of your most important questions were addressed in this article. Should you have any further questions, our engineering team is more than happy to answer them for you. Feel free to contact us with your questions, and we will be sure to get back to you as soon as possible. Alternatively, you can also download our comprehensive Metal Stamping Design Guide.