Custom metal stamping describes metal forming processes that require custom tooling and techniques to produce parts specified by the customer.
A wide range of industries and applications employ custom stamping processes to meet high-volume production needs and ensure all parts meet exact specifications.
Stamping Basics
Stamping — also called pressing — involves placing flat sheet metal, in either coil or blank form, into a stamping press. In the press, a tool and die surface form the metal into the desired shape. Punching, blanking, bending, coining, embossing, and flanging are all stamping techniques used to shape the metal.
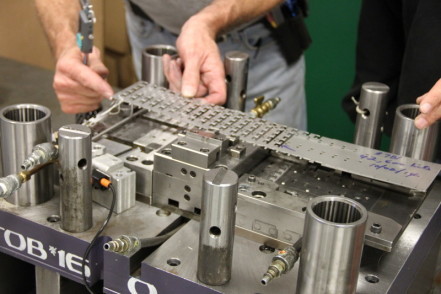
Before the material can be formed, stamping professionals must design the tooling via CAD/CAM engineering technology. These designs must be as precise as possible to ensure each punch and bend maintains proper clearance and, therefore, optimal part quality. A single tool 3D model can contain hundreds of parts, so the design process is often quite complex and time-consuming.
Once the tool’s design is established, a manufacturer can use a variety of machining, grinding, wire EDM and other manufacturing services to complete its production.
Fourslide vs. Progressive Die
After the tool is completed, it’s time to get to work on the parts. The metal stamping process will already be determined by engineers during the tool’s design, and each process delivers certain advantages.
Two of the most common types of stamping — fourslide stamping and progressive die stamping — offer unique benefits for different applications. Progressive die stamping provides an affordable way to perform multiple actions on a single press, eliminating inefficiencies and allowing for a speedy, streamlined process.
Tooling doesn’t need to be changed constantly and multiple presses are unnecessary, making it ideal for high volume productions. The tooling investment is sometimes higher than fourslide, but piece prices may be lower due to higher run speeds.
Fourslide stamping, on the other hand, involves horizontal alignment and four different slides; in other words, four tools are used simultaneously to shape the workpiece. This process allows for intricate cuts and complex bends to develop even the most complex parts.
Custom Metal Stamping Projects
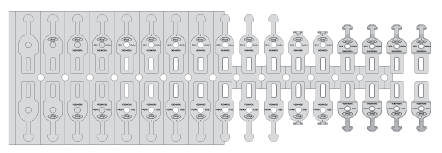
Design engineers can work on a wide range of metal stamping projects for clients across various industries. To better illustrate the versatility of custom stamped metal parts, we’ve outlined a few recent projects completed by ESI’s engineers below.
Custom Stamped Part for Vital Monitoring Equipment in the Medical Industry
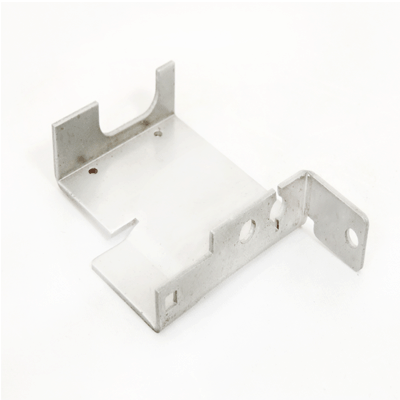
 A client in the medical industry approached ESI to custom metal stamp a part that would be used as a spring and electronics shield for vital monitoring equipment in the medical field. They needed a stainless steel box with spring tab features and were having trouble finding a supplier who would provide a high-quality design at an affordable price within a reasonable timeline.
A client in the medical industry approached ESI to custom metal stamp a part that would be used as a spring and electronics shield for vital monitoring equipment in the medical field. They needed a stainless steel box with spring tab features and were having trouble finding a supplier who would provide a high-quality design at an affordable price within a reasonable timeline.
To meet the client’s unique request to plate only one end of the part — rather than the entire part — we partnered with an industry-leading tin-plating company that was able to develop an advanced single-edge, selective plating process. ESI was able to meet the complex design requirements using a material stacking technique that allowed us to cut many part blanks at once, limiting costs and reducing lead times.
Stamped Electrical Connector for a Wiring and Cable Application
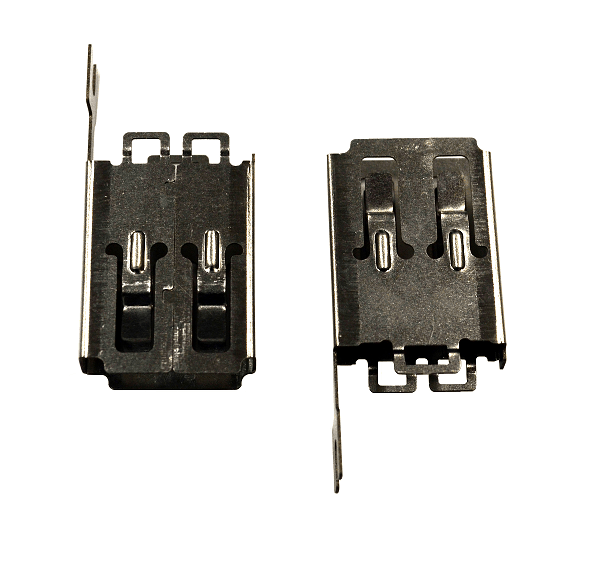
 In another instance, we were asked to redesign an existing electrical connector cover; the client, AFC Cable Systems, was looking for a higher-quality product at a lower price with shorter lead times. The design was highly complex; these covers were meant to be used as daisy chain cables inside in-floor and under-floor electrical raceways; therefore, this application inherently presented strict size limitations. The manufacturing process was complicated and expensive, as some of the client’s jobs required a fully completed cover and others did not — meaning AFC had been creating the parts in two pieces and welding them together when needed.
In another instance, we were asked to redesign an existing electrical connector cover; the client, AFC Cable Systems, was looking for a higher-quality product at a lower price with shorter lead times. The design was highly complex; these covers were meant to be used as daisy chain cables inside in-floor and under-floor electrical raceways; therefore, this application inherently presented strict size limitations. The manufacturing process was complicated and expensive, as some of the client’s jobs required a fully completed cover and others did not — meaning AFC had been creating the parts in two pieces and welding them together when needed.
Working with a sample connector cover and a single tool provided by the client, our team at ESI was able to reverse engineer the part and its tool. From here, we designed a new tool, which we could use in our 150-ton Bliss progressive die stamping press. This allowed us to manufacture the part in one piece with interchangeable components, rather than manufacturing two separate pieces as the client had been doing. This allowed for significant cost savings — 80% off the cost of a 500,000-part order — as well as a lead time of four weeks rather than 10.
Custom Stamping for Automotive Airbags
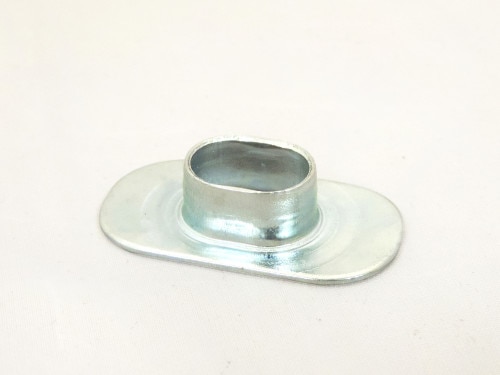 An automotive client required a high-strength, pressure-resistant metal grommet for use in Ford Transit Vans airbags. With a 34 mm x 18 mm x 8 mm draw, the grommet needed to maintain a tolerance of 0.1 mm, and the manufacturing process needed to accommodate the unique material stretching inherent in the final application. But because of its unique geometry, the grommet could not be produced using transfer press tooling and its deep draw presented a unique challenge.
An automotive client required a high-strength, pressure-resistant metal grommet for use in Ford Transit Vans airbags. With a 34 mm x 18 mm x 8 mm draw, the grommet needed to maintain a tolerance of 0.1 mm, and the manufacturing process needed to accommodate the unique material stretching inherent in the final application. But because of its unique geometry, the grommet could not be produced using transfer press tooling and its deep draw presented a unique challenge.
The ESI team built a 24-station progressive tool to ensure proper development of the draw and used DDQ steel with zinc plating to ensure optimal strength and corrosion resistance.
Learn More
Custom metal stamping can be used to create complex parts for a huge range of industries. Curious to learn more about the various custom metal stamping applications we’ve worked on? Visit our Case Studies page, or reach out to the ESI team directly to discuss your unique needs with an expert.