The human eye has incredible capabilities. With 107 million photosensitive cells in each eye, we can focus on more than 50 objects per second, distinguish more than 500 shades of grey, and see nearly 3 million different colours.
 But in 21st-century manufacturing, even the human eye cannot provide the precision, speed, and repetition required to facilitate quality inspections. Instead, manufacturing facilities are increasingly employing machine vision inspection technology for precision optical gauging.
But in 21st-century manufacturing, even the human eye cannot provide the precision, speed, and repetition required to facilitate quality inspections. Instead, manufacturing facilities are increasingly employing machine vision inspection technology for precision optical gauging.
Machine vision is a technology being deployed by manufacturers across every industry. As this technology continues to advance, the global market for machine vision technology is predicted to reach nearly $15.5 billion by 2022.
What Is Vision Inspection Technology and What Does It Do?
Vision inspection technology—also known as automated vision inspection—works by combining cameras with image processing software programmed to inspect parts for dozens of criteria and confirm quality in milliseconds. In terms of speed and accuracy, automated vision inspection far surpasses human capabilities.
Get the free download — “Inspecting 40,000+ Parts Per Week: A Case Study”
Machine vision can perform the following tasks at high speed:
- — Measuring, sorting, and counting parts
- — Checking whether a part is present/absent
- — Testing and calibration
- — Verifying the correct positioning of parts
- — Identifying and sorting parts by recognizing shape, size, and color
- — 3D imaging
- — Reading barcodes and printed characters
- — Enabling robot or machine guidance
- — Capturing data to help streamline processes, improve efficiency, and identify problems with the manufacturing process
- — Real-time process control
- — Making quality control decisions such as pass/fail and triggering rejections or alarms
Using Vision Inspection Technology for Quality Control
Machine vision technology is benefiting the manufacturing sector through a variety of applications, most particularly when it comes to inspection. The “smart camera” reduces the part image to a simplistic format, and this image is analyzed by quality control software to identify defects. When integrated with assembly systems, this process is a powerful way to quickly inspect, sort and assemble products.
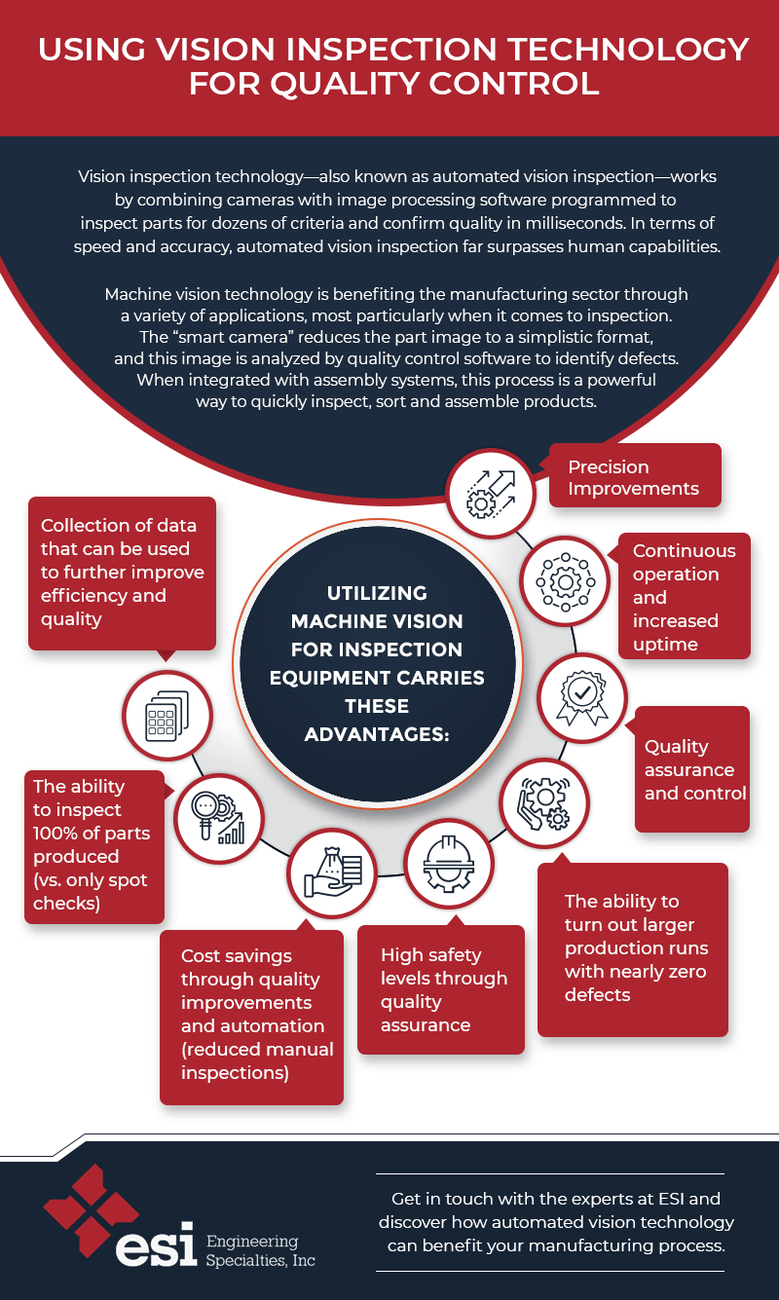
Utilizing machine vision for inspection equipment carries the following advantages:
- — Precision improvements
- — Continuous operation and increased uptime
- — Quality assurance and control
- — The ability to turn out larger production runs with nearly zero defects
- — High safety levels through quality assurance
- — Cost savings through quality improvements and automation (reduced manual inspections)
- — The ability to inspect 100% of parts produced (vs. only spot checks)
- — Collection of data that can be used to further improve efficiency and quality
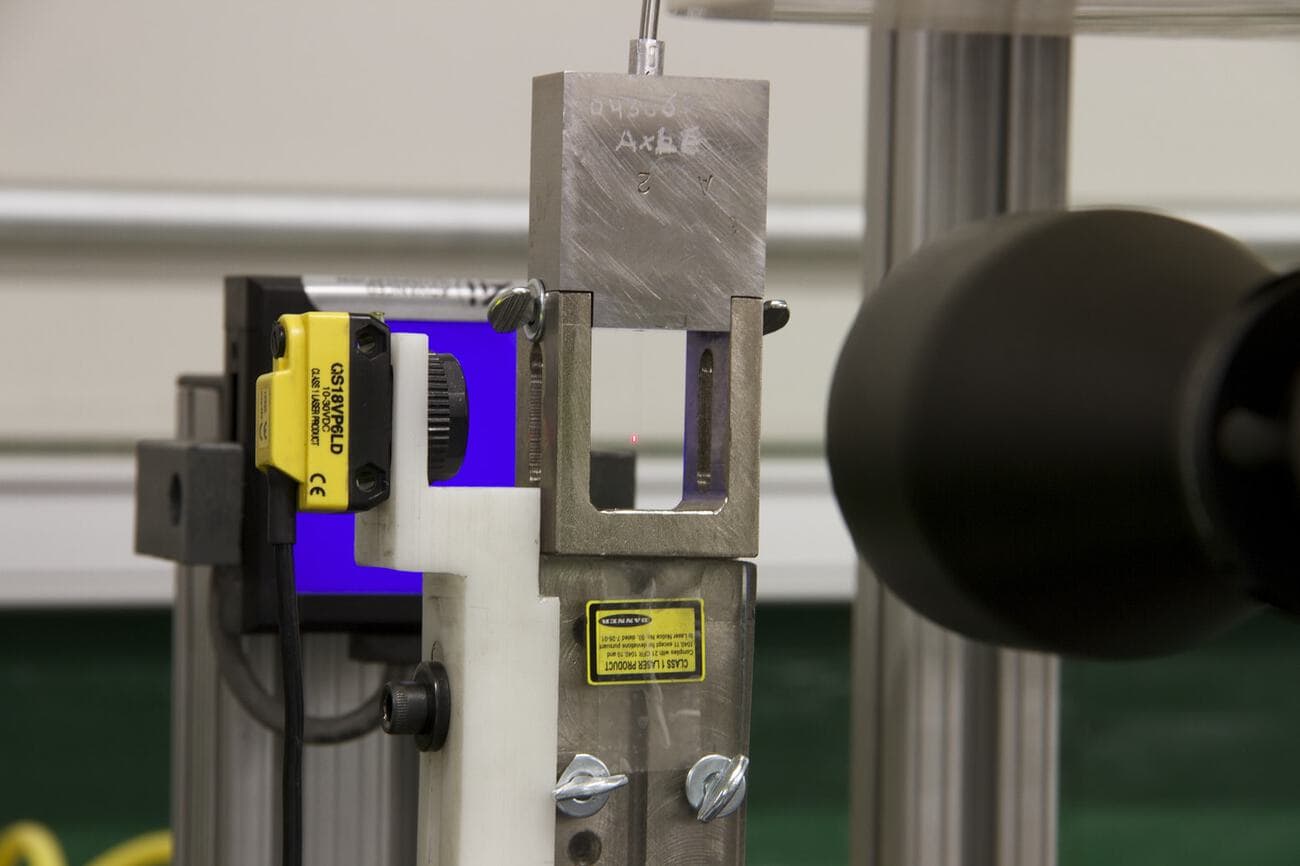
ESI leverages machine vision to inspect parts for defects and separate them from production parts that get shipped to customers. In one particular use case, we produced 40 million pins annually for use in seat belts by one of our automotive customers. These pins are extremely small—less than ½” of an inch—so using human vision to inspect for defects is impossible. Given that these parts are critical to the function of safety belts, the utmost precision and quality are required.
Instead, finished pins are pushed into a feeder bowl where they are dropped between a collimated light source and a machine vision camera that snaps a high-speed, high-resolution image of the part. Software then examines the image to ensure part diameters are within acceptable tolerances. Defective parts are sorted out into a reject bin while approved parts are shipped to the customer.

This setup runs 24/7 without the need for a human operator. The software also records all finished parts, both good and defective, and plots them in charts to help us identify areas for improvement in our manufacturing process. If there is any issue with functionality, the machine is programmed to call and email an operator for assistance—even if the operator is at home.
Ask About Machine Vision Inspection Solutions from ESI
Machine vision inspection technology provides consistency, precision, and speeds that human inspectors cannot match, along with the collection of valuable data that can be used to further improve processes. Machine vision inspection is vital for IATF-certified companies like ESI, whose mission is to provide the best parts possible to our customers at the lowest possible cost. To ensure the highest quality for our customers’ components, ESI offers the latest technology in vision inspection — including a new Magellan CNC visual measuring system with multi-point video edge detection and resolution up to .0005mm/.00002″.
Use our RFQ form to get in touch with the experts at ESI and discover how automated vision technology can benefit your manufacturing process.