Metal Fabrication Design Practices That Reduce Scrap
Comments Off on Metal Fabrication Design Practices That Reduce ScrapMore manufacturers are focusing on reducing scrap from production — not only is it beneficial to the environment and to the manufacturer’s bottom line, but customers also see a reduction in cost and turnaround time.

Rather than selling a lot of excess scrap to a scrap dealer — which only generates about 5% of a manufacturer’s original material cost, plus additional handling and transporting costs — manufacturers like ESI are instead concentrating on minimizing the amount of scrap produced in the first place. Those savings are then passed onto customers to save them time and resources.
In this article, we’ll discuss three metal stamping design and production practices that reduce scrap: nesting practices, repurposing scrap for parts, and identifying production techniques that use less material scrap.
Leverage Nesting Practices
Design engineers can leverage nesting practices to get the most out of each sheet of material. “Nesting” refers to setting smaller parts of the same thickness inside larger parts within a sheet so that both parts are created in subsequent tool strokes. This generates both cost and time savings by reducing total tooling costs and eliminating the need for a second press and operator. 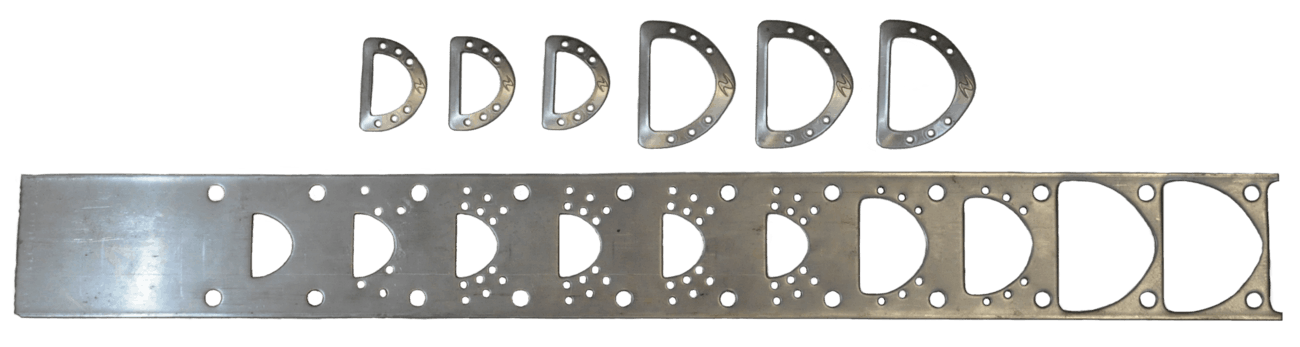
When planning out nesting operations, ensure the following:
- — The production volume for the larger of the two parts is greater
- — Production speeds are the same for all parts
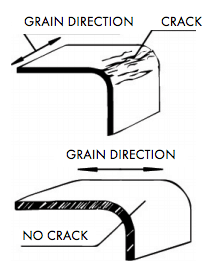
- — The sheet material’s grain direction is not parallel to the bending direction — this can result in cracking
In one example of stamping a small part from within a larger part, ESI was asked to handle production of 20,000 D-rings per year for a scuba diving equipment brand. Our engineers examined the challenge and realized we could stamp an additional smaller ring if we utilized the material from the inside of the larger “D” cut, enabling us to stamp two parts for the price of one.
Using our progressive die tooling techniques, we were able to create stainless steel rings in multiple sizes using scrap, significantly reducing process waste. Ultimately, our design saved the client money on materials and improved production speeds.
Repurpose Scrap to Produce Parts
While nesting will not completely eliminate scrap, there are options available before sending scrap to a dealer. It is common practice for stamping shops to use offal dies — also known as recovery dies — to produce other parts by loading the scrap into a line die.
Scrap may also be fastened or otherwise combined to produce a continuous strip that is fed into a progressive die. However, it is important to avoid strained or work-hardened material and to note that scrap metal can lose some of its ductility and forming characteristics.
Consider Different Forming Methods
Ultimately, you should always use the metal forming method that delivers the design you need at the highest quality. However, there are also designs that can be manufactured via multiple forming methods. For those, it’s worth looking into an alternative method that results in less scrap and other benefits, like higher quality or even faster turnaround.
For example, ESI has found that some metal component designs our customers bring to us can actually be stamped instead of machined. During the design consultation, we’ll work with the customer to understand the part’s application and specifications, and will then make recommendations that deliver better results. If a part can be stamped instead of machined, it cuts turnaround time and costs significantly.
Looking for more design tips and best practices? ESI has you covered — our Metal Stamping Design Guide includes drawings and tips to avoid costly errors and design higher-quality components. Download it today for free!