AFC Cable Systems — an industry leading designer, manufacturer and supplier of electrical cable, connectors, conduit, and other cable accessories — contacted ESI Engineering Specialties Inc. with a unique request.
They had an electrical connector cover that they wanted redesigned, in the hopes of getting a better product while reducing costs and shortening lead times.
The Challenge
 The challenge was that these electrical connector covers were meant to be used to daisy chain cables inside of in-floor and under-floor electrical raceways in industrial settings, applications with strict size limitations.
The challenge was that these electrical connector covers were meant to be used to daisy chain cables inside of in-floor and under-floor electrical raceways in industrial settings, applications with strict size limitations.
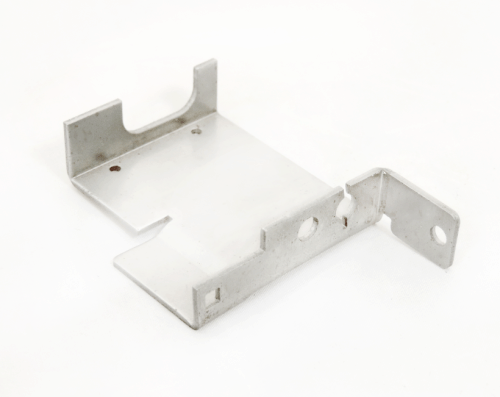
Their original electrical connector cover was a complex part. It consisted of three distinct surfaces: the cover, an L-shaped flag, and a U-cutout flag. This one part was made up of two separate metal stamped pieces — the cover and U-cutout flag was one piece, the L-shaped flag was the second. After being manufactured separately, the two pieces were welded together, a slow and expensive process.
Part of the reason AFC employed this method was because not every job required a fully completed connector cover. Many jobs did, but others required only the cover and U-cutout flag, while still others required nothing but the L-shaped flag. AFC manufactured each piece separately for when they were required separately, and welded them together when the full connector cover was needed.
The Solution
Working with a sample completed connector cover and a single tool that AFC provided, the resident design engineer at ESI was able to reverse engineer the connector cover and its tool. We were then able to design a new tool, one for use in our 150 ton Bliss progressive die stamping press.
Because of the redesign, we were able to stamp a fully complete connector cover in one piece, instead of two parts that had to be welded. Additionally, we designed the tool with interchangeable components to allow for stamping of individual parts — the L-shaped flag, and the cover and U-cutout flag — without lengthy and complex tool and die changes.
Results
Maintaining the zinc-plated material finish was critical for the customer to meet Massachusetts Electrical Code 527 CMR 12. We also delivered benefits to AFC:
By eliminating the welding step, ESI saved our client a considerable 80% off the cost of a 50,000 part order; by upgrading the production process to the more modern and efficient progressive die stamping method, we cut their lead time from 10 weeks to only 4. All the while, we maintained tight tolerances of 0.005” .
AFC Cable Systems was so pleased with the improvements that ESI Engineering Specialties Inc. made to their electrical connector cover — not just in process and cost but in quality assurance as well — that they’ve continued to partner with us on additional projects since then.