A medical industry client recently approached ESI to custom metal stamp a part to function as a spring and electronics shield for their vital sign monitoring equipment.
The customer, a leading developer of patient data monitoring systems used in hospitals, needed a complex stainless steel box with spring tab features to shield its electronic equipment. When other suppliers quoted extremely high tooling and development costs paired with long production lead times, the customer turned to ESI for a quick, affordable solution.
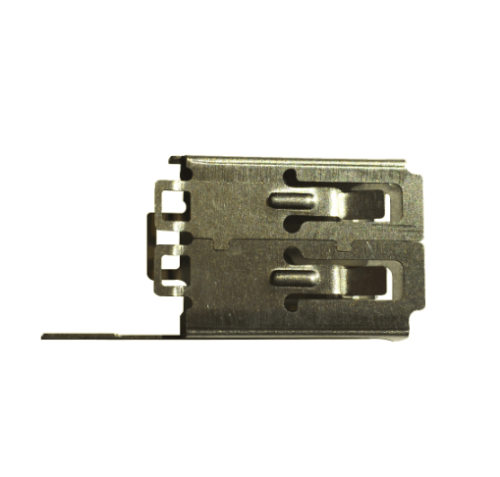
Within a matter of weeks, our ESI team began prototyping the necessary parts for the project. The piece, which was essentially a box with spring tabs to plug in and retain another piece, needed to be made of hard stainless steel in order to maintain the spring properties without constantly springing open. In addition, the customer was soldering a wire to one end of the part that required tin plating for proper adhesion, but they did not want the entire part plated. This also posed a challenge.
Challenge #1: Keeping Tooling Costs Low
To resolve this issue, ESI developed dovetail closures to hold adjoining sheet metal edges together and prevent unwanted opening from spring back.
With this new design, we stamped a 1” x 0.5” stainless steel box within a tolerance of 0.003”, which garnered praise from the customer for dimensional accuracy. Utilizing a material stacking technique to cut many part blanks at a time, ESI manufactured the parts without expensive tooling costs.
The modular nature of form tools also made it easy for the customer to refine its design quickly and inexpensively. In the process, ESI saved the customer money and allowed for design flexibility by using rapid wire electrical discharge machining (EDM) to make part blanks and multiple stamping presses for modular forming.
Challenge #2: Tin Plating a Single Edge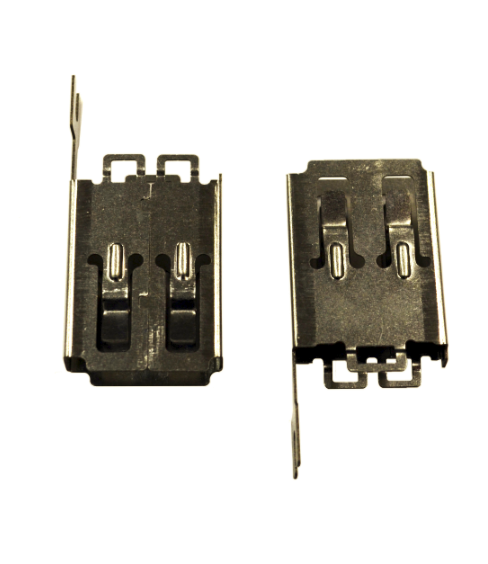

ESI was able to partner with a tin plating company to develop a process to plate just one edge of the strip. Here was the process:
- ESI sent in the coil of stainless steel prior to stamping so the plater could plate one edge of the strip for the entire length — only ¼” in. from the edge and on one side.
- ESI then used the recoiled strip to stamp the part, leaving tin plating in the exact area required by the customer to perform the soldering operation.
The customer was thrilled that ESI delivered a cost-effective solution to selectively plate ¼” of the strip on one side using specialized equipment and masking technology. Other suppliers suggested costly masking solutions and rack plating processes that could not meet the same repeatability.
Results: ESI delivered a solution at ¼ the cost of the competition.
At the conclusion of the eight-week project, the customer reported satisfaction with ESI’s fair pricing, accommodating development, and high quality product.
For more information about Engineering Specialties, Inc.’s custom stamping, assembly, and fastening solutions, please contact us today.