How Are Parts Made Using Progressive Die Stamping?
Comments Off on How Are Parts Made Using Progressive Die Stamping?Progressive die stamping processes involve feeding strip metal through a series of workstations that perform unique actions to shape and fabricate materials into highly durable parts for a range of industries. Die stamping equipment operates at extremely high speeds for the large-scale replication of various parts.
Progressive Die Stamping Process Overview
A standard progressive die stamping process involves four stages:
- A progressive die is properly positioned into a stamping press to accommodate proper opening and closing functionality when the press is raised or pressed down.
- Metal strips are then sent through the stamping die, where each press stroke precisely executes the necessary blanking and forming actions. Some stamping dies automatically remove excess material, increasing automation.
- The feed then automatically moves the metal strip onto the next station which performs a different process progressively to achieve the intended design.
- At the final station, the finished part is cut free from the feed line for further processing and/or assembly.
Learn more about our in-house tool and die manufacturing
How Parts Are Made
Through the following processes, ultra-high tolerance standards are achieved at every stage of the process.
Stock Strip Layout & Design
To begin, manufacturers design the progressive die utilizing advanced computational models. The graphical model is shaped into a finished tool by optimizing the position of every punch, bend, and hole on the blank strip.
Tool Steel and Die Set Machining
With the stock strip design complete, CNC machining processes create the die blocks according to exact specifications. These provide extremely precise part repeatability and undergo extensive quality control before committing production material to them.
Secondary Processing: Grinding & Heat Treating
Parts are strengthened through heat treatments that raise the part beyond the alloy’s critical transformation temperature. The part is then rapidly cooled, improving its durability and dimensional stability. Grinding may also be applied for parts requiring even higher dimensional accuracy and/or surface quality.
Wire EDM
Using an electrically charged brass wire, the die blocks are further shaped with a controlled metal spark. Wire EDM processes can achieve intricate shapes, angles, and contours with ±2 µm cutting tolerances, as well as surface qualities that can go as low as Ra 0.1 µm.
Die Assembly
When all necessary tool components are complete, an engineer assembles the die according to the exact specifications of the original design, using precision instruments.
Stamp Parts
Next, the finished die is set up in a stamping press. The metal strip travels through the die where each process adds to the next. The metal strip is cut, punched, and bent into the exact form intended, completing the production process.
Package and Ship
The completed parts are now ready to ship. Automated packaging equipment can scale up efficiency and fill cartons according to exact counts and weights for each order.
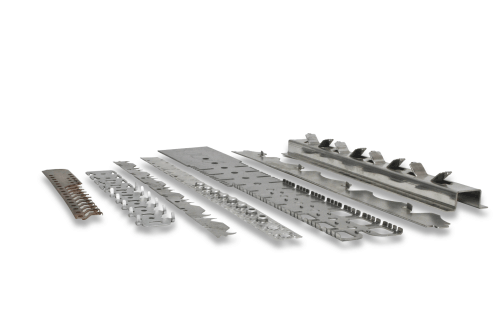
Parts Made Using Progressive Die Stamping
Many industries rely on progressive die-stamped parts in their manufacturing processes. Mass production of appliances, automobiles, medical devices, and plumbing supplies are examples that require progressive die stamping. Mass-scale production is made possible because progressive dies are durable enough to handle the high speeds required for high-volume production.
Read More: Progressive vs. Fourslide vs. Traditional Power Press Stamping
At ESI, we’ve created and improved upon many essential components for numerous industries, including:
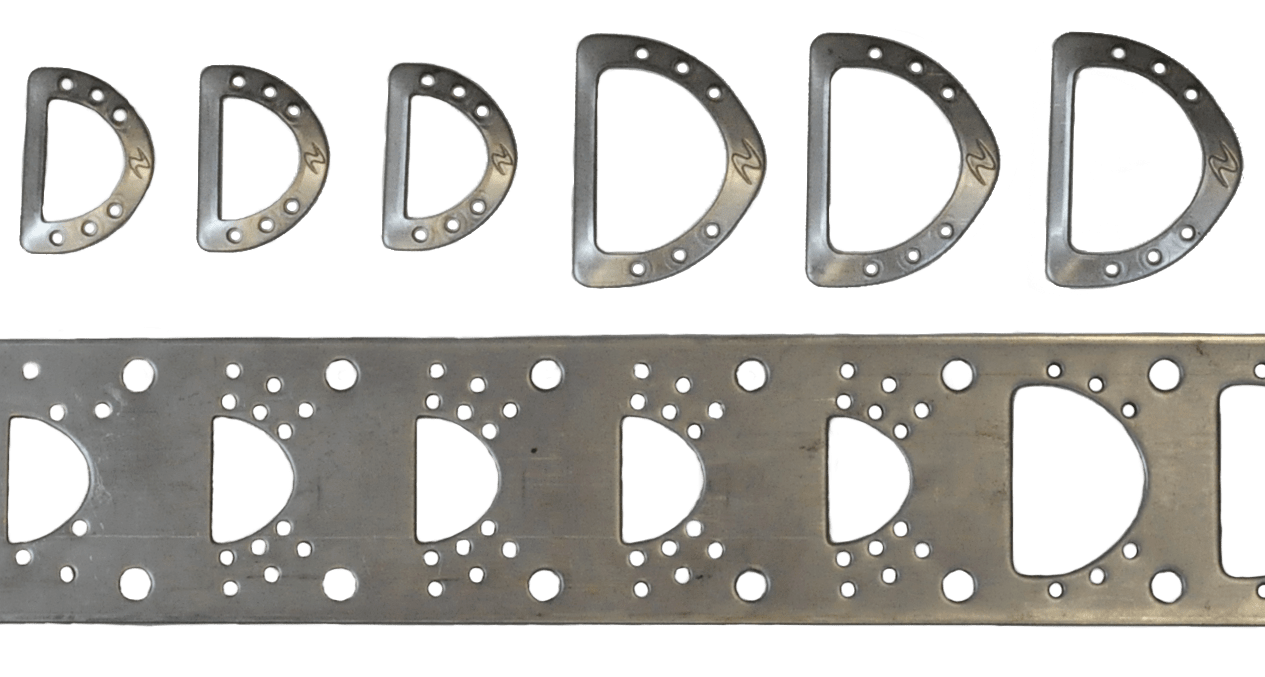
- Aqua Lung SCUBA Diving Part — Aqua Lung chose us due to our advanced design which dramatically reduced material waste, enabling us to cut costs while improving quality. Our “D-ring” solution is a crucial component of “The Wave” diving vest and was made more affordable for our client when our engineers discovered they could utilize raw material two times more than the traditional fabrication methods previously used.
- Seismic Cable Restraints for Building Protection — In eight weeks, we manufactured 20,000 safety-critical cable restraints after improving their finish and smoothing the portion that interfaces with the cable.
- Pre-Plated Cover Plate for Push-Button Lock — By increasing process consistency over the customer’s previous vendor, we were able to produce difficult shapes with incredible consistency (within 0.002-inch tolerance), saving the customer $70,000 over a year.
Progressive Die Stamping Services from ESI
ESI continually invests in new technologies to reduce costs for our customers while improving our already outstanding quality. We’ve been an industry leader in all things metal stamping, assembly, and mission-critical parts for over thirty years. To learn more, please contact us or request a quote. We look forward to learning about your tool and die-making needs.
 Progressive die stamping
Progressive die stamping