What’s the Difference Between Tool and Die?
Comments Off on What’s the Difference Between Tool and Die?The terms “tool” and “die” are used interchangeably to the point that many machinists refer to the field broadly as “tool and die”, regardless of their specific expertise. In general, this practice is completely appropriate—there is little functional difference between a tool and a die, if any, and most machinists who fabricate tools also create dies. However, there are some nuances to the terms in industry, so it’s worth breaking down the slight distinctions.
The easiest way to think of the difference between a tool and a die is simply that dies are a subset of tools—all dies are tools, but not all tools are dies. In metal stamping, a tool can be almost any mechanical device used to cut, form, support, or mold metals. By that definition, jigs and fixtures are tools, as are drills and cutting blades. Dies, on the other hand, are only those tools that functionally change the shape of the metal. Dies are typically the female components of a larger tool or press.
Even more confusing, many industry stakeholders will also refer to the male partner of a female die component as a die. In this common usage, the punch block is called a die, as is the punch or press, but structural components like fixtures are still tools. Still others consider any tool containing a die to be a die itself.
Working under the second framework, where a die is considered to be both the male and female forming parts, it becomes more useful to classify dies by function rather than to debate the somewhat nebulous distinction between terms.
Die Types
There is a wide dictionary of terms used to classify dies, some broader than others. At the highest level, dies can be separated by their function of either cutting or forming the stock material. Any die that removes, cuts, or shears material can be called a cutting die, regardless of its mechanism, while a die that doesn’t remove anything is a forming die.
This classification is a bit of an oversimplification, as some dies do combine cutting and forming functions. It’s also possible to go further with these types of groupings—considering coining dies separate from forming ones, for instance—but those distinctions are based on the process itself and can be seen as somewhat redundant.
Another useful way to classify dies is to consider what happens with each stroke of the press as a portion of the whole tooling process.
Read blog: Progressive Die vs. Transfer Die vs. Compound Die Stamping
Simple Dies
A simple die, as its name suggests, only performs one cutting or forming action per stroke. These specialized machines can be cost-effective for simple designs, but they are far less efficient where multiple forming actions are necessary.
Compound Dies
Compound dies are designed so that a single stroke accomplishes multiple cutting and forming actions. Although combining operations can slow down the stroke, compound dies are more efficient over the course of the tool manufacturing process and minimize the chance of errors when transferring a workpiece between multiple stations. These dies are generally less costly than progressive dies.
Progressive Dies
Progressive dies offer one of the most efficient methods of accomplishing multiple operations on a single blank. Rather than performing operations simultaneously, however, the modifications occur at separate stations as a feeding mechanism continuously pushes metal into the die.
 In this way, each stroke initiates multiple cutting or forming actions, but they are applied to different segments of the workpiece—each of which will become its own finished component. The final station removes a finished component from the longer workpiece, meaning that each stroke yields one or more parts even as others are in process.
In this way, each stroke initiates multiple cutting or forming actions, but they are applied to different segments of the workpiece—each of which will become its own finished component. The final station removes a finished component from the longer workpiece, meaning that each stroke yields one or more parts even as others are in process.
Transfer Dies
Transfer dies resemble progressive dies, but they begin with pre-cut blanks that must be mechanically transferred between stations rather than using one continuously-fed strip of metal. Conveyor belts or transfer fingers often provide the transfer action. A transfer die allows for heightened efficiency even when working with larger parts or more complex parts that aren’t compatible with progressive die cutting.
Multiple Dies
A gang press or multiple die press is unique in that it creates multiple components with every stroke of the press. Typically, this requires several identical dies to be linked to the same control mechanism so that they can operate in sync with one another.
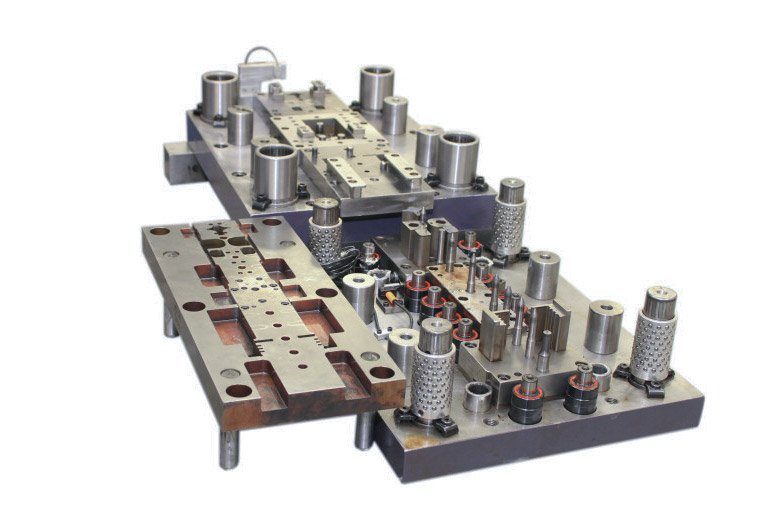
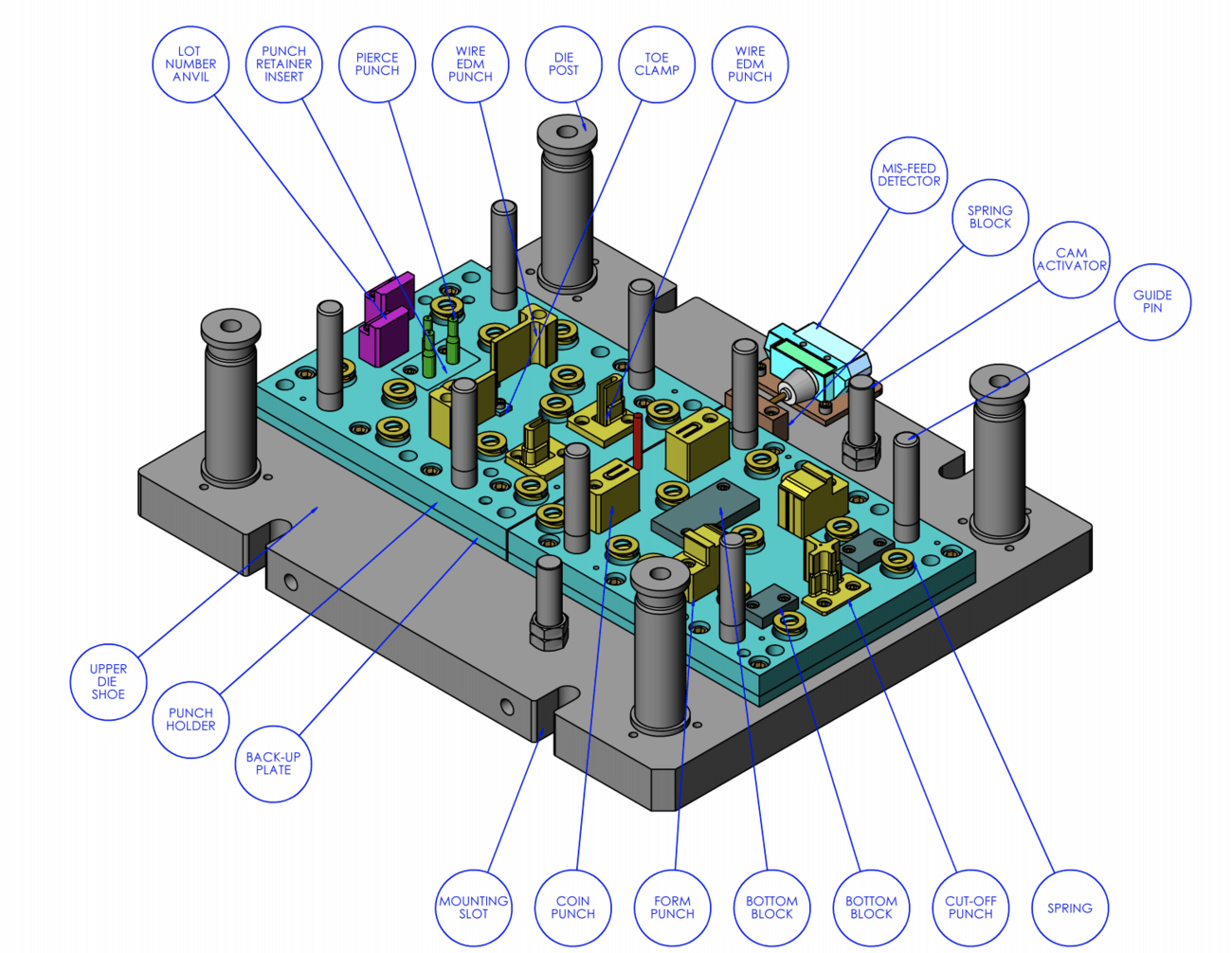
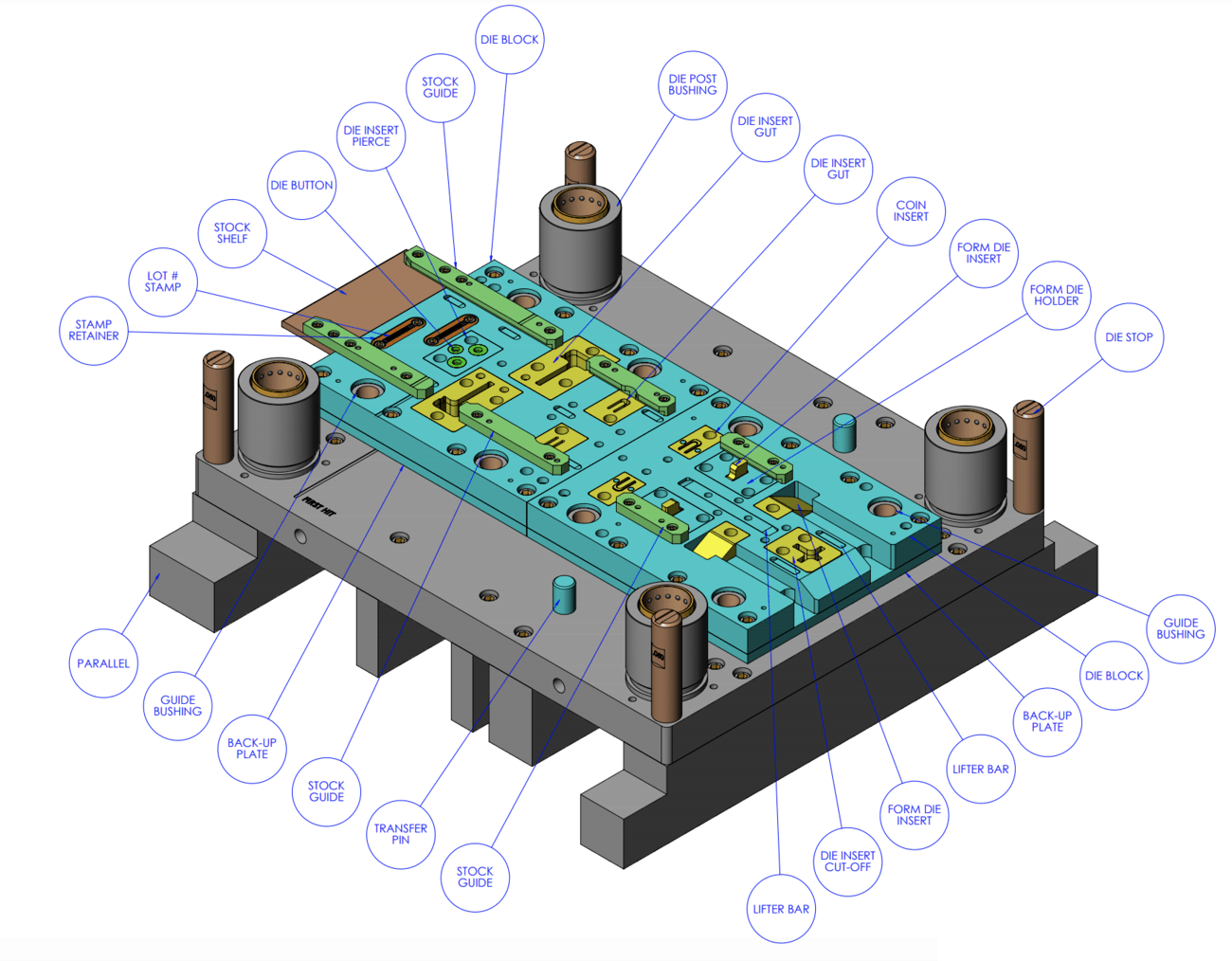
Parts of a Die
Though there are differences across categories—especially between cutting and forming dies—most dies consist of a similar set of components:
- Die block. The die block is comparable to a mold in that it has holes and indentations that correspond to the desired shape of the component. The punch or press depresses the piece into the die block to achieve the desired shape. In most cases, this is the female portion of the die.
- Die holder. A die holder supports the die block, and the holder itself is supported by a bolster plate. These pieces are attached to the upper or lower die shoe.
- Punch plate. The punch plate attaches the actual punching component to the ram, which propels its movement.
- Punch. The punch is the male portion of the die which actually descends onto the workpiece to force a conformational change.
- Stripper plate. The stripper plate helps separate the workpiece from the punch after each stroke.
- Guide pin. Guide pins are essential to precisely align the upper and lower halves of a die.
- Pressure plates/back-up plates. Various pressure plates are installed in the die to distribute the extreme pressure applied by the punch.
Difference Between Male and Female Dies
We’ve repeatedly referred to male and female dies, but it can be helpful to clarify exactly what that means—especially since dies show so much diversity.
As in electronics, the male component is the protruding component, while the female is the depression or indentation.
- — In the context of metal stamping, the male punch is driven into the die block to cut or form the workpiece (or both, as discussed above).
- — The corresponding female part defines the shape of the component and includes the die block indentations into which the workpiece is pressed. The female portion is not always composed of solid cavities, however, and holes can be useful to allow sheared or drilled metal to be cleared easily.
Except in instances where the operation uses only a simple die, the male portion will likely comprise multiple steel cutting or forming punches with the female portions matching the male pattern.
Turnkey Toolmaking Services by ESI
At Engineering Specialties, Inc., we specialize in the design and manufacture of highly complex dies and tools. Our team of experienced toolmakers sees each project through from CAD rendering to production using the most advanced CNC equipment available. Our attention to detail at each of these steps allows us to achieve 0.0002″ tolerances on custom dies, ensuring that your components are formed with the utmost precision.

ESI’s capabilities and equipment enable us to accommodate high-volume production runs and complicated technical challenges while maintaining quick lead times and affordable pricing. We can create single dies for in-house use or act as a full-service manufacturing partner. For more information about tooling and our capabilities, please contact us today for a free project analysis.



 The team at ESI also makes use of a sophisticated automated packaging machine that loads parts, weighs, and packages them according to weight. With this manufacturing technology, ESI has been able to significantly reduce the overall time and costs needed for all packaging processes.
The team at ESI also makes use of a sophisticated automated packaging machine that loads parts, weighs, and packages them according to weight. With this manufacturing technology, ESI has been able to significantly reduce the overall time and costs needed for all packaging processes. To ensure our products are of the highest possible quality, we employ an integrated vision inspection and
To ensure our products are of the highest possible quality, we employ an integrated vision inspection and 
 To accomplish this, we’ve even custom-built a few machines of our own.
To accomplish this, we’ve even custom-built a few machines of our own. Added in March of this year, the
Added in March of this year, the  To ensure reliable quality, ESI designed a proprietary vision inspection machine that can inspect parts based on dozens of criteria — in milliseconds.
To ensure reliable quality, ESI designed a proprietary vision inspection machine that can inspect parts based on dozens of criteria — in milliseconds.




 Defect rates are one of the most common challenges that come with high-volume runs. These types of runs can incorporate numbers as large as millions or even hundred-millions. With this many parts,
Defect rates are one of the most common challenges that come with high-volume runs. These types of runs can incorporate numbers as large as millions or even hundred-millions. With this many parts,